KEY FEATURES:
- Lower bleaching costs.
- Significant reduction in the effluent discharge load.
- Improved brightness stability.
- Low OX content


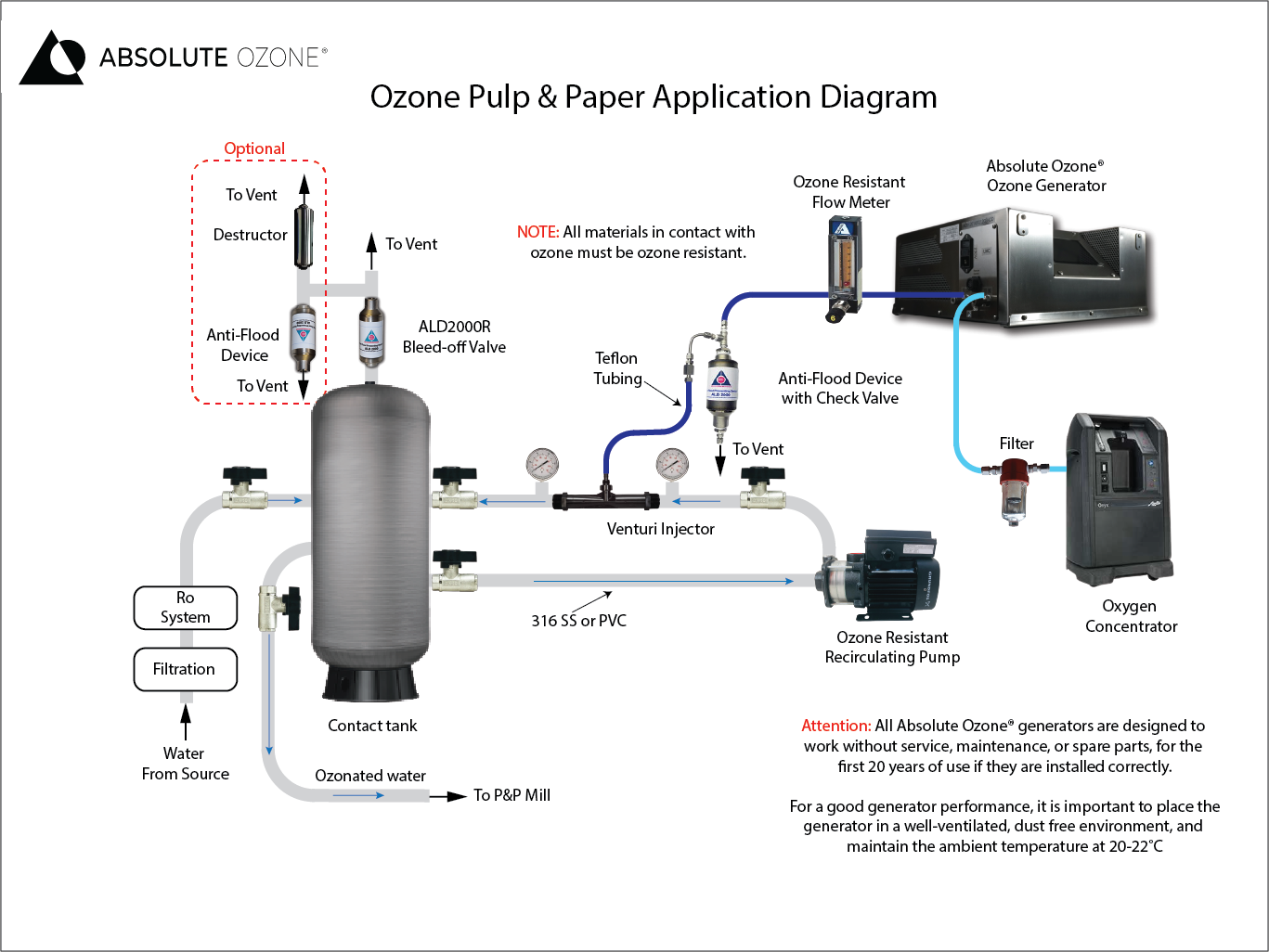
OZONE FOR PULP & PAPER
The pulp and paper industry is highly dependent on water resources, and there are more stringent regulations on effluent discharges to receiving waters, particularly for bleached pulp mills. In most cases, these regulations concern mainly AOX concentrations, biotoxicity, and COD levels in the final discharges. Furthermore, the pulp bleaching process involves several bleaching procedures using chlorine and other chemicals to remove residual lignin and remove chromophore groups. Chlorinated compounds increase the BOD and COD of effluents causing environmental problems. Ozone for Pulp & Paper offers a great solution to all these problems.
Ozone has been used in pulp bleaching for over 25 years successfully offering high pulp brightness and strength with lower pulp production costs over a longer period of time accommodated by an ecologically clean process. Further, the highest ozone concentration and effective ozone dissolution methods make the process extremely effective. Indeed, many pulp mills in various parts of the world use ozone for pulp bleaching and it is considered one of the most economical & ecologically clean technology.
For many years, scientists have been investigating the use of ozone as a bleaching agent. Ozone is particularly profitable because each kg of ozone replaces between 2 and 4 kg of pure chlorine dioxide. In addition, ozone treatment reduces the generation of wastewater and the consumption of fresh water, thus complying with environmental regulations.
THE BENEFITS OF OZONE FOR PULP & PAPER:
- Lower bleaching costs. In addition, a significant reduction in the effluent discharge load.
- Improved brightness stability.
- Low OX content
Our dedicated engineers at Absolute Ozone® are ready to assist you with any pulp and paper-related ozone application. Whether it’s pulp bleaching, wastewater treatment, or air smell remediation.
We offer free technical assistance to all of our clients to assure the success of their ozone treatment projects.